La proiectarea și organizarea unei linii de producție, este necesar să se determine programul de lansare a produsului; alegeți echipamentul potrivit; setați principalii parametri de funcționare ai liniei (tact, număr de locuri de muncă, muncitori, pas și viteza transportorului); efectuați planificarea și alegeți linia de transport. Probleme metodologice de organizare anumite tipuri liniile de producție mecanizate sunt luate în considerare în detaliu atât în domeniul educațional (manuale, culegeri de sarcini) cât și în literatura științifică și tehnică, prin urmare, acest capitol oferă trăsături caracteristice diferite feluri linii de producţie şi calcule recomandate ale parametrilor principali.
Alocați parametri generali ai liniilor de producție, caracteristici întregului set de linii și privați, care caracterizează caracteristicile organizării tipurilor individuale. Instrucțiuni pentru calcularea parametrilor generali ai liniilor de producție sunt prezentați în tabelul 4.1.
Tabelul 4.1. Calculul parametrilor generali ai liniilor de producție
| Nume parametru | Formule recomandate pentru calcule |
| tact ( r) - perioada medie dintre eliberarea pieselor (produselor) de la ultimul loc de muncă de pe linia de producție sau lansarea acestora până la primul la locul de muncă | , Unde F eff - fondul efectiv de timp de operare al liniei în perioada planificată, min. (h); N- un program de lansare sau lansare de produse pentru aceeași perioadă de planificare, buc. |
| Lansatorul ( N h) | |
| Tempo ( M) - productivitatea liniei de productie pe unitatea de timp | , |
| Ritm ( R) este un interval de timp care determină eliberarea (lansarea) unui lot de transport din altul, în urma acestuia | R=r p, Unde R- dimensiunea lotului de transport (transfer) de produse, buc. |
Continuarea tabelului 4.1.
| Numărul estimat de locuri de muncă (С р i) pe fiecare operațiune; Numărul de locuri de muncă acceptate pe operațiune ( Cu etc . i) | , Unde t i- timpul standard de finalizare i-a operatiune; - numărul de locuri de muncă acceptate per i-a operație (întreg) |
| Factorul de sarcină al echipamentului pentru fiecare operațiune ( La z.o . i) | |
| Factorul mediu de încărcare a echipamentului pe linie ( La z.o.sr . ) |  , Unde m- numarul de tranzactii proces tehnologic efectuate pe linie , Unde m- numarul de tranzactii proces tehnologic efectuate pe linie |
| Numărul de lucrători-operatori pe fiecare operațiune ( R despre . i) | , unde serviciul N. i- rata de întreținere a locurilor de muncă pentru un lucrător pe i a-a operație |
| Numărul total de operatori de pe linie ( R despre. uzual . ) | |
Caracteristici ale organizării liniilor de producție continuă cu un singur subiect (ONPL) . Liniile de producție continuă se caracterizează prin mișcarea continuă a obiectelor prin operațiunile procesului tehnologic cu funcționarea continuă a lucrătorilor și a echipamentelor la locurile de muncă. ONPL sunt create pentru fabricarea acelorași produse pe o perioadă lungă de timp folosind deplasarea lor paralelă prin operațiuni.
Condiția principală pentru organizarea ONPL este sincronizarea operațiunilor procesului tehnologic, adică. procesul de asigurare a egalității sau multiplicității duratei tuturor operațiunilor în ritmul liniei de producție. Acest lucru asigură egalizarea performanței în toate operațiunile fluxului.
Există o sincronizare preliminară (la proiectarea unei linii de producție) și o sincronizare finală (la depanarea unei linii în conditii de lucru). Sincronizarea prealabilă permite abaterea duratei operațiilor de la ritm în ±5-10%, care trebuie eliminată în timpul sincronizării finale în timpul dezvoltării și depanării liniei în condiții de producție.
Dacă durata estimată a operațiunii este mai mare decât ciclul de curgere sau un multiplu al acestuia, atunci cele mai eficiente măsuri de reducere a duratei operațiunii pot fi:
Utilizarea dispozitivelor de fixare cu mai multe locuri și prelucrarea simultană a mai multor piese;
Utilizarea clemelor mecanice și pneumatice ale pieselor;
Configurare cu mai multe instrumente;
Schimbarea modurilor de funcționare a echipamentelor;
Îmbunătățirea capacității de fabricație a designului.
Dacă durata operației este mai mică decât un tick de fir sau un multiplu al acestuia, direcția principală de sincronizare ar trebui să fie menținerea ocupată a lucrătorului în timpul tick-ului sau unui multiplu al acestuia. Luați în considerare, cu titlu de exemplu, posibile abordări de sincronizare a operațiunilor procesului tehnologic la prelucrarea pieselor pe mașini-unelte.
Exemplu. Este necesară sincronizarea procesului tehnologic de fabricație a piesei A. Ciclul de curgere este de 1,2 min. Durata operațiunilor tehnologice este prezentată în tabel. 4.2.
Tabelul 4.2. Procesul tehnologic de fabricație a piesei A
Există o subutilizare semnificativă a echipamentelor în operațiuni. Întreținerea secvențială a două mașini de către un muncitor este imposibilă, deoarece durata totală a două operații este mai mare decât un ciclu (1,7>1,2) și abaterea este mai mare de 10%. Cu serviciul paralel, această posibilitate este disponibilă. În acest caz, condiția de sincronizare pentru încărcarea lucrătorului este îndeplinită, deoarece angajarea totală a lucrătorului în două operațiuni este de 1,1 min. (0,6+0,5), care este mai mic decât ciclul de curgere cu 0,1 min. (abatere mai mică de 10%).
producție în linie- o formă de organizare a producţiei, bazată pe repetarea ritmică a timpului de execuţie a operaţiilor principale şi auxiliare la locurile de muncă specializate situate pe parcursul procesului tehnologic.
Metoda fluxului se caracterizează prin:
- reducerea la minimum a gamei de produse fabricate;
- dezmembrare proces de producție asupra operațiunilor;
- specializarea locurilor de muncă în efectuarea anumitor operațiuni;
- executarea paralelă a operațiunilor la toate locurile de muncă din fir;
- amplasarea echipamentelor de-a lungul procesului tehnologic;
- nivel inalt continuitatea procesului de producție pe baza asigurării egalității sau multiplicării duratei de execuție a operațiunilor fluxului în ritmul fluxului;
- prezența transportului interoperațional special pentru transferul obiectelor de muncă din exploatare în exploatare.
Unitatea structurală a producției în linie este linia de producție. linie de producție este un ansamblu de locuri de muncă situate de-a lungul procesului tehnologic, concepute pentru a efectua operațiunile tehnologice care le sunt alocate și interconectate prin tipuri speciale de interoperaționale. Vehicul.
Metodele în linie sunt cele mai utilizate pe scară largă în lumină și Industria alimentară, inginerie mecanică și prelucrarea metalelor și alte industrii.
Liniile de producție existente în industrie sunt diverse.
Pentru metoda de producție în linie se folosesc următoarele standarde:
1. Ciclul liniei de producție(r)- intervalul de timp dintre lansarea succesivă a două părți sau produse:
unde este durata schimbului;
t- pierderi reglementate;
N- program de productie pe schimb.
Dacă durata operațiunii este egală sau mai mică decât timpul takt, atunci numărul de locuri de muncă și echipamente este egal cu numărul de operațiuni. Dacă durata operației este mai mare decât timpul takt, atunci sunt necesare mai multe joburi pentru sincronizare. Numărul de locuri de muncă pe operațiune () se determină împărțind timpul piesei () la timpul takt (r):
2. Se numește timpul, inversul ceasului ritmul liniei de producție (R). Ritmul caracterizează numărul de produse produse pe unitatea de timp:
R= 1/ r.
3. Pasul (1) - distanta dintre centrele a doua locuri de munca adiacente. Lungimea totală a liniei de producție depinde de pas și de numărul de locuri de muncă:
Unde 1 - treapta transportor, sau distanta dintre centrele a doua locuri de munca;
q- numărul de locuri de muncă.
4. Viteza liniei(v) depinde de pasul și ciclul liniei de producție, m/min:
Eficienta economica a metodei in-line este asigurata de eficacitatea tuturor principiilor de organizare a productiei: specializare, continuitate, proportionalitate, paralelism, flux direct si ritm.
Dezavantajele organizării în linie a producției sunt următoarele:
1. Printre principalele cerințe la alegerea produselor pentru producție prin metoda in-line se numără sofisticarea și stabilitatea relativă a desenelor lor, producția la scară largă, care nu răspunde întotdeauna nevoilor pieței.
2. Utilizarea liniilor de transport pe benzi transportoare mărește stocul de transport (lucrări în curs) și îngreunează transferul informațiilor despre calitatea produsului către alte locuri de muncă și locații.
3. Monotonia muncii pe liniile de productie reduce interesul material al lucratorilor si contribuie la cresterea fluctuatiei de personal.
Măsurile de îmbunătățire a metodelor de curgere includ:
- organizarea muncii cu tact si viteza variabile a liniei de productie in timpul zilei;
- transferul lucrătorilor în timpul unui schimb de la o operațiune la alta;
- utilizarea de mașini multi-operaționale care necesită trecerea regulată a atenției lucrătorilor la diferite procese;
- măsuri de stimulare financiară;
- introducerea metodelor agregate-grup de organizare a procesului de producție, linii de producție cu ritm liber.
Direcția principală de creștere a eficienței economice a producției în linie este introducerea liniilor de producție semiautomate și automate, utilizarea roboților și manipulatoarelor automate pentru a efectua operațiuni monotone.
8.2. LOTURILE ȘI METODE INDIVIDUALE DE ORGANIZARE A PRODUCȚIEI; REGULI
Metoda lotului de organizare a producției caracterizat prin fabricarea unei game diferite de produse în cantităţi determinate de loturile de lansare-lansare a acestora.
Parte numit numărul de produse cu același nume, care sunt prelucrate pe rând la fiecare operațiune a ciclului de producție cu un singur cost de timp pregătitor și final.
metoda lotului organizarea productiei are urmatoarele caracteristici:
§ lansarea productiei de produse in loturi;
§ prelucrarea simultană a produselor de mai multe denumiri;
§ atribuirea mai multor operatii la locul de munca;
§ aplicare largă împreună cu echipamente universale specializate;
§ folosirea de personal cu înaltă calificare și larg specializate;
§ aranjarea preferenţială a utilajelor pe grupe de acelaşi tip de maşini.
Metodele de organizare în lot sunt cele mai utilizate în producția în serie și la scară mică, ateliere de achiziții pentru producția de masă și la scară mare, unde se utilizează echipamente de înaltă performanță care depășesc puterea sa debitului mașini-unelte asociate și mașini din diviziile ulterioare.
Pentru a analiza metoda loturilor de organizare a producției, se folosesc următoarele standarde:
1. Standard de bază- dimensiunea lotului (P). Cu cât dimensiunea lotului este mai mare, cu atât echipamentul este utilizat mai pe deplin, dar în același timp volumul de lucru în curs crește și cifra de afaceri încetinește. capital de lucru:
unde - timpul pregătitor-final;
Timp parțial de procesare pentru toate operațiunile;
Coeficientul de pierdere de timp pentru schimbarea echipamentului.
Cu metoda lotului de organizare a procesului de producție, dimensiunea lotului poate fi egală cu:
program lunar de producție (M/1);
0,5 program lunar (M/2);
0,25 program lunar (M/4);
0,15 program lunar (M/b);
0,0125 program lunar (M/8);
numărul zilnic de piese din lot (M / 24).
2. Frecvența lansării-lansării unui lot de piese() este perioada de timp dintre două lansări ale următoarelor loturi de piese. Este determinat de formula:
Unde P- dimensiunea lotului, bucăți, m;
Producția medie zilnică de piese (produse).
3. Mărimea stocului de lucrări în curs (rezervă) este stocul de produs nefinisat în cadrul procesului de producție. Există trei tipuri de restanțe:
ciclic;
asigurare;
negociabil.
Mărimea ciclului restante () este determinată de formula:
unde este producția medie zilnică de piese (produse);
Durata ciclului de producție.
Mărimea marjei de asigurare () este determinată de formula:
unde este momentul producerii urgente a acestui produs.
Backlog - produse care se află în depozite,
în pliante, cămare etc.
4. Raportul loturilor de producție() este determinată de formula:
unde - numărul de piese (operații) alocate locului de muncă;
Numărul de locuri de muncă din atelier sau secție.
Dacă = 30 - 20, atunci acesta este un singur tip de organizare a producției;
dacă = 20 - 5 - tip de organizare a producției în serie;
dacă = 3 - 5 - tip de organizare în masă a producţiei.
Prin indicatori eficiență economică(creșterea productivității muncii, utilizarea echipamentelor, reducerea costurilor, cifra de afaceri a capitalului de lucru), metodele lot sunt semnificativ inferioare metodelor in-line. Modificările frecvente ale gamei de produse fabricate și reconfigurarea aferentă a echipamentelor, creșterea stocurilor de lucrări în curs și alți factori înrăutățesc performanța financiară și economică a întreprinderii. Cu toate acestea, există oportunități de a satisface mai pe deplin cererea consumatorilor pentru diferite tipuri de produse, de a crește cota de piață și de a crește conținutul muncii lucrătorilor.
Cele mai importante direcții pentru creșterea eficienței metodei lot:
§ introducerea metodelor de prelucrare de grup;
§ introducerea automată flexibilă sisteme de productie(GPS).
Metodă unică de organizare a producției caracterizat prin fabricarea produselor în exemplare unice sau în loturi mici nerepetabile. Este utilizat la fabricarea de echipamente unice complexe ( laminoare, turbine etc.), echipamente speciale, în producție pilot, la efectuarea anumitor tipuri de lucrări de reparații etc.
Trăsături distinctive Metoda unică de organizare a producției sunt:
§ nerepetabilitate a gamei de produse pe tot parcursul anului;
§ utilizarea echipamentelor universale și a echipamentelor speciale;
§ amplasarea echipamentelor in grupuri de acelasi tip;
§ dezvoltarea tehnologiei extinse;
§ folosirea lucrătorilor cu specializare largă și calificare înaltă;
§ semnificativ gravitație specifică lucrează cu muncă manuală;
§ un sistem complex organizarea logisticii, crearea unor stocuri mari de lucru in curs, precum si in depozit;
§ ca urmare a caracteristicilor anterioare - costuri ridicate pentru producerea si vanzarea produselor, rotatia redusa a fondurilor si nivelul de utilizare a echipamentelor.
Standardele unei singure metode de organizare a producției sunt:
1. Calculul duratei ciclului de producție pentru fabricarea unei comenzi în ansamblu și a unităților sale individuale.
2. Determinarea stocurilor sau a standardului de lucru în curs.
Direcțiile pentru creșterea eficienței unei singure metode de organizare a producției sunt dezvoltarea standardizării, unificarea pieselor și ansamblurilor, introducerea metodelor de prelucrare în grup.
8.3. ORGANIZAREA PRODUCȚIEI ÎN DIVISIILE AUXILIARE ȘI SERVICII ALE ÎNTREPRINDERII
Diviziile auxiliare și de servicii ale întreprinderii includ: reparații, scule, transport, producție de energie, spații de depozitare, magazine de energie cu abur etc.
Sarcina principala facilitati de reparatii este de a menține echipamentul în stare de funcționare și de a preveni uzura prematură a acestuia. Organizarea și procedura de efectuare a lucrărilor de reparații este reglementată de prevederea standard.
Sistem întreținere preventivă programată(PPR) acoperă un set de activități, inclusiv întreținerea echipamentelor, întreținerea reviziei, operațiuni preventive periodice (inspecții, verificarea preciziei, schimbarea uleiului, spălarea), precum și reparațiile preventive programate (curente, revizii).
Standardul principal sisteme PPR este o ciclu de reparații - intervalul de timp dintre două revizii regulate, care se măsoară în ani. Numărul și succesiunea reparațiilor și inspecțiilor incluse în acesta sunt structura ciclului de reparatii:
O caracteristică a planificării lucrărilor de reparații este aceea că, ca unitate de măsură pentru volumul lucrărilor de reparații, unitate de reparație condiționată , egal cu costul timpului de lucru pentru repararea unui strung de șurub 1K62M, produs de fabrica „Proletarul Roşu”. În funcție de complexitatea și complexitatea reparației, toate echipamentele sunt împărțite în 11 grupuri de complexitate a reparației. Pentru a calcula volumul lucrărilor de reparații în unitățile de complexitate a reparațiilor, este necesar să se înmulțească numărul de echipamente supuse reparației în perioada planificată cu un factor egal cu numărul grupului de complexitate a reparației pentru fiecare tip de echipament.
Volumul lucrărilor de reparații în atelier în unități fizice de echipamente se determină în funcție de structura ciclului de reparații și de data ultimei reparații pentru fiecare tip de echipament și tipuri de reparații (actuală, revizie). Toate standardele de timp sunt dezvoltate în funcție de complexitatea unității de reparație a fiecărui tip de lucrare de reparație, indiferent de tipul de echipament care este reparat.
Planificarea reparațiilor include următoarele calcule:
1. Tipuri de lucrări de reparații pentru fiecare mașină și unitate și momentul implementării acestora.
2. Complexitatea lucrărilor de reparații, productivitatea muncii, numărul și fondul de plată a personalului de reparații.
3. Cantitatea si costul materialelor si pieselor de schimb necesare reparatiei.
4. Timpul de nefuncţionare planificat al echipamentelor aflate în reparaţie.
5. Costul lucrărilor de reparații.
6. Volumul lucrărilor de reparații de către magazine și întreprindere în ansamblu, defalcat pe trimestre și luni.
Programul de producție al atelierului de reparații se determină prin înmulțirea normelor de intensitate a forței de muncă a operațiunilor de reparații cu volumul lucrărilor de reparații pentru tipurile corespunzătoare de reparații în unitățile de complexitate de reparații.
Calculul necesarului de materiale, piese de schimb și semifabricate se realizează pe baza normelor de cost al materialelor pe unitatea de complexitate a reparației și volumul lucrărilor de reparații. Raportul dintre timpul total de nefuncționare al echipamentului în reparație și fondul anual al timpului de funcționare a echipamentului este procentul de nefuncţionare a echipamentelor pentru reparaţii .
Producția de scule conceput pentru a rezolva următoarele sarcini:
§ furnizarea neîntreruptă de instrumente către toate departamentele de producție ale întreprinderii;
§ organizarea funcționării raționale a sculelor și dispozitivelor;
§ reducerea stocurilor de scule fără a aduce atingere desfăşurării normale a procesului de producţie;
§ reducerea costurilor pentru întreținerea instalațiilor de scule.
Economie de scule se compune din: subdiviziuni pentru furnizarea sculelor, restaurarea, repararea, reglarea și ascuțirea acestora, depozitul central și cămarele de distribuție implicate în depozitarea, ridicarea și eliberarea sculelor. Instrumentul poate fi clasificat în funcție de o serie de caracteristici. Se disting ciocurile în procesul de producție de lucru) auxiliare) instrumente de control și măsurare, dispozitive de fixare, ștampile, matrițe.
După natura utilizării, instrumentul este specialși universal(normal).
În scopul evidenței, stocării și emiterii unui instrument, se aplică o clasificare pe baza împărțirii acestuia în clase, subclase, grupuri, subgrupe, tipuri, în funcție de proiectare și producție și de caracteristicile tehnologice. În conformitate cu clasificarea de mai sus, instrumentul este indexat, adică atribuindu-i o denumire anume. Indexarea poate numeric, alfabetic sau special.
Necesitatea unui instrument este egală cu fondul de cheltuieli () și cu capitalul de lucru - diferența dintre stocul planificat și efectiv al instrumentului:
Fondul de cheltuieli- cantitatea de instrument care se consumă în implementarea programului de producție al întreprinderii; calculul acestuia se bazează pe standardele de viață a sculei și pe timpul de uzură. Poartă timp este egală cu perioada de funcționare a sculei dintre două reșlefuiri, înmulțită cu numărul de ascuțiri posibile.
Organizarea și planificarea rațională a economiei sculei se bazează pe normele de viață a sculei, valoarea rezervelor acesteia (durata de viață, timpul de uzură). De exemplu, rata de viață a sculei de tăiere () se calculează prin formula:
Unde A- valoarea admisibilă a șlefuirii muchiei sculei, mm;
l- cantitatea de șlefuire a muchiei de lucru pentru o ascuțire, mm;
T- timpul de funcționare a sculei între două reșlefuiri, h.
Pentru un instrument de măsurare, formula de calcul a standardelor de rezistență este:
unde A este standardul de rezistență al instrumentului de măsurare (numărul de măsurători până la uzura completă);
Numărul de măsurători pe micron de uzură;
C - uzura maxima admisa a sculei in microni;
R- numărul de restaurări posibile ale unei scule uzate.
fond rotativ este creat pentru furnizarea neîntreruptă a atelierelor, șantierelor, locurilor de muncă cu unelte. Include stocuri în depozite, în cămarele atelier-distribuitoare de scule, scule la locurile de muncă, în ascuțire, reparare, restaurare și testare.
Valoarea stocului de scule din depozit este determinată în funcție de sistemul „maxim – minim” Utilizând următorul algoritm de calcul:
- stocul minim al unei scule din fiecare articol este determinat ca produs al necesarului zilnic pentru acesta de numărul de zile de livrare urgentă a lotului următor;
- rezerva „punctului de comandă” se determină ca suma necesarului zilnic pentru instrument, înmulțit cu numărul de zile de la primirea normală a acestuia, și stocul minim;
- stocul de depozit în ansamblu se determină ca suma dintre stocul mediu al unei scule din fiecare articol și stocul minim.
În funcție de afilierea industriei și de scara producției, compoziția economie de transport poate include diferite departamente: Departamentul transporturi, ateliere și secții de transport feroviar, auto, cărucior electric și transport, etc. La întreprinderile individuale, în special cele mici, toate funcțiile legate de deplasarea mărfurilor în interiorul fabricii pot fi îndeplinite de un departament (secție) de transport sau de un lucrător individual.
Amploarea și structura economiei de transport a întreprinderii sunt estimate în funcție de cifra de afaceri de marfă, Acestea. numărul de bunuri de intrare, de ieșire și în mișcare în cadrul întreprinderii. Volumul și natura rulajului mărfurilor determină volumul operațiunilor de încărcare și descărcare, metodele de mecanizare a acestora și fronturile necesare de descărcare și încărcare.
Numărul mediu zilnic de vagoane de intrare este determinat de formula:
Unde Q- numărul de mărfuri care sosesc în medie pe zi, t;
R- capacitatea de transport a unui vagon, t.
Datele privind cifra de afaceri medie zilnică a vagoanelor stau la baza pentru calcule ale dimensiunii fronturilor de descărcare şi încărcare.
În funcție de numărul de mărfuri transportate cu vehicule, se calculează numărul de vehicule necesare fabricii:
Unde Q- numărul total de mărfuri transportate cu autovehicule pe zi, t;
t- durata unui zbor al mașinii, inclusiv încărcarea și descărcarea, h;
R- capacitatea de transport a vehiculului, t;
T- timpul de funcționare al mașinii pe zi, h/zi.
Parte instalatii energetice include rețelele electrice, instalațiile și punctele de consum de energie. La întreprinderile mari diversificate, instalațiile energetice acoperă: centrale termice și electrice, compresoare, stații de pompare, rețele electrice externe și alte structuri energetice.
Principalele sarcini ale organizației de management al energiei sunt:
- alimentarea neîntreruptă a întreprinderii cu toate tipurile de energie;
- funcționarea rațională a echipamentelor electrice, întreținerea și repararea acestora;
- economisind combustibil și resurse energetice.
Scop depozitare consta in depozitarea stocurilor necesare de materiale, materii prime, combustibil, semifabricate si produse finite, asigurarea functionarii neintrerupte si ritmice a intreprinderii, siguranta cantitativa si calitativa a materialelor.
Productie in masa numită formă progresivă de organizare a producţiei, bazată pe repetarea ritmică a operaţiilor principale şi auxiliare coordonate în timp, efectuate la locuri de muncă specializate situate în succesiunea procesului tehnologic.
Din această definiție rezultă că producția în flux se caracterizează prin principiile considerate anterior de organizare a procesului de producție, în primul rând principiile specializării, fluxului direct, continuității, paralelismului și ritmului.
Principiul specializării
Principiul specializării în condițiile producției în linie este concretizat în crearea de secții închise sub formă de linii de producție specializate destinate procesării unui produs alocat unei anumite linii sau mai multor produse înrudite tehnologic.
Prin urmare, fiecare loc de muncă al liniei trebuie să fie specializat în efectuarea uneia sau mai multor operațiuni care îi sunt atribuite.
Când este atribuit unei linii a unui produs, acesta este numit un singur subiect.
Aceste linii sunt tipice pentru productie in masa.
Atunci când atașați mai multe produse la linie (care poate fi necesar cu puțină laboriozitate de procesare sau cu sarcini de program mici), linia este multidisciplinar.
Astfel de linii sunt tipice pentru producția în serie și în masă. Pentru liniile cu mai multe subiecte, produsele sunt fixate în așa fel încât să poată fi procesate cu pierderi minime de timp pentru schimbarea echipamentelor cu încărcare suficientă a locurilor de muncă și coincidență deplină a operațiunilor.
Principiul fluxului direct
Principiul fluxului direct prevede amplasarea echipamentelor și a locurilor de muncă în ordinea operațiunilor procesului tehnologic.
Linia de producție este locul principal de producție. Distinge simplu un lanț de locuri de muncă pe linie, unde fiecare operațiune are un singur loc de muncă și complex dacă există două sau mai multe locuri de rezervă la operațiuni.
Configurația liniilor de producție, în funcție de condiții, poate fi dreaptă, dreptunghiulară, circulară, ovală etc.
Principiul continuității
Principiul continuității pe liniile de producție se realizează sub forma unei mișcări continue (fără minciună interoperațională) a produselor prin operațiuni cu muncă continuă (fără timpi de nefuncționare) a lucrătorilor și a echipamentelor.
Astfel de linii sunt numite flux continuu.
În acele cazuri în care nu există egalitate de performanță în toate operațiunile, continuitatea completă nu este atinsă și astfel de linii sunt curgere intermitentă sau flux direct.
Principiul paralelismului
Principiul paralelismului în raport cu liniile de producție se manifestă în forma paralelă a mișcării lotului, în care produsele sunt transferate prin operațiuni individual sau în mănunchiuri mici. În consecință, în orice moment, pe linie sunt procesate mai multe unități din acest produs, care se află în diferite etape ale procesului. Cu o proporționalitate strictă, se realizează o încărcare completă și uniformă a locurilor de muncă pe linie.
Principiul ritmului
Principiul ritmului în condițiile producției de masă se manifestă în eliberarea ritmică a produselor din linie și în repetarea ritmică a tuturor operațiunilor la fiecare dintre locurile sale de muncă.
Figura 1 prezintă principalele caracteristici care determină forma organizatorica linie de producție.
Figura 1 - Schema de clasificare pentru principalele tipuri de linii de producție
Principalele tipuri de linii de producție utilizate în inginerie mecanică după gradul de specializare sunteți:
· flux continuu;
· curgere discontinuă (curgere directă).
Pe linii de producție continue cu o piesă transfer de produse, lansarea (lansarea) fiecărui articol se realizează în același interval de timp, numit tact al liniei(sau ritmul piesei).
Bataia liniei r este strict coordonat cu programul de producție și se calculează după formula:
![]()
unde - fondul efectiv al timpului de funcționare a liniei în perioada planificată (lună, zi, tură), min.;N – program de producție pentru aceeași perioadă, buc.
Pe linii de producție continue cu transferul produselor petreceri de transport ritmul de lucru al unei linii de producție continue este caracterizat de un interval de timp care separă lansarea (lansarea) unui pachet de următorul, adică. ritmul liniei:
Unde R - numarul de produse din lot (pachet).
Astfel, pentru fiecare ritm de pe linie și locuri de muncă se realizează aceeași cantitate de muncă din punct de vedere cantității și compoziției.
Pe discontinuu (o dată prin ) liniile cu performanțele lor caracteristice diferite pe operațiuni individuale nu există continuitate; totuși, ritmul de eliberare aici poate și trebuie respectat.
Ritmul liniei în acest caz este determinat de intervalul de timp în care se formează pe linie producerea unei valori stabilite, de exemplu, orară, jumătate de schimb, schimb.
Mod de a păstra ritmul
După metoda de menținere a ritmului, liniile se disting:
· cu ritm liber;
· cu un ritm reglat.
linii cu ritm liber Nu Aveți mijloace tehnice reglementând strict ritmul de lucru. Aceste linii sunt folosite în toate formele de flux, iar respectarea ritmului aici este atribuită direct lucrătorilor acestei linii.
linii cu un ritm reglat caracteristică producției în linie continuă. Aici ritmul este menținut prin intermediul benzilor transportoare sau al semnalizării luminoase.
Metoda de transport a obiectelor de munca
Următoarele vehicule sunt utilizate pentru transportul obiectelor de muncă în producția de masă:
· echipamente de transport continuu (conveioare acționate de diferite modele);
· vehicule neacționate (gravitaționale) (role, rampe, pante etc.);
· echipamente de manipulare ciclică (macarale rulante și alte macarale, monoșine cu palan, cărucioare electrice, stivuitoare etc.).
Transportoarele sunt cele mai utilizate pe scară largă în producția de masă. Au semnificative beneficii :
· menține ritmul liniei;
· facilitează munca lucrătorului;
· oferă capacitatea de a monitoriza mișcarea restanțelor;
· reduce nevoia de lucrători de sprijin.
Este necesar să se facă distincția între transportoarele de lucru și cele de distribuție.
Transportoare de lucru concepute pentru a efectua operațiuni direct asupra piesei lor portante. Transportoarele de lucru cu mișcare continuă, cum ar fi transportoarele de auto-asamblare, permit efectuarea acestor operațiuni în timp ce transportorul este în mișcare.
Dacă, conform cerințelor procesului tehnologic, operațiunile trebuie efectuate cu un obiect staționar, se folosesc transportoare cu mișcare pulsatorie. În acest caz, antrenarea transportorului este pornită automat numai pentru timpul necesar pentru a muta produsele la următoarea operație.
Transportoare de distributie sunt utilizate pe liniile de producție cu operațiuni efectuate la locuri de muncă staționare (de exemplu, la mașini-unelte) și cu un număr diferit de locuri de muncă de rezervă la operațiuni individuale, când, pentru a menține ritmul, este necesar să se asigure că obiectele muncii sunt în mod clar adresate locurilor de muncă din cadrul operațiunilor de proces.
2. Caracteristici ale organizării liniilor de producție continue
Sincronizarea operațiunilor
Funcționarea unei linii cu flux continuu se bazează pe potrivirea duratei operațiunilor cu ciclul liniei. Durata oricărei operațiuni trebuie să fie egală cu sau un multiplu al unui ciclu.
Se numește procesul de potrivire a duratei operațiunilor cu ciclul liniei de producție sincronizare .
Condiția de sincronicitate poate fi exprimată după cum urmează:
Unde t– norme de timp pentru operațiunile de proces, min; Cu- numărul de locuri de muncă pe operațiune.
Sincronizarea se realizează prin modificarea structurii operaţiilor şi conditii organizatorice implementarea acestora.
Există două etape de sincronizare a procesului:
1.Sincronizarea preliminară efectuată în timpul proiectării liniilor;
2.Sincronizarea finală, efectuată în timpul depanării liniei în atelier.
Pre-sincronizare se realizeaza prin selectarea metodei de efectuare a operatiilor, a echipamentelor si echipamentelor tehnologice, a modurilor de prelucrare si a structurii operatiei. În operațiunile cu o cantitate mare de timp manual, cum ar fi asamblarea, sincronizarea se realizează prin recompunerea tranzițiilor.
În prima etapă, nu este întotdeauna posibil să se asigure sincronizarea completă a procesului; in aceasta perioada sunt permise abateri in incarcarea locurilor de munca cu 8≈10%.
Această suprasarcină ar trebui eliminată la depanarea liniei prin introducerea de măsuri organizaționale care cresc productivitatea muncii la locurile de muncă suprasolicitate, de exemplu. la sincronizare finală proces.
Printre astfel de măsuri se numără utilizarea mecanizării la scară mică, forțarea regimurilor tehnologice, introducerea de echipamente performante, amenajarea rațională a locului de muncă și îmbunătățirea întreținerii acestuia, selectarea individuală a lucrătorilor pentru operațiuni supraîncărcate, precum și ca stimulente materiale pentru creşterea productivităţii muncii în aceste operaţiuni.
La sincronizarea procesului tehnologic, ar trebui să se țină cont de condițiile pentru efectuarea operațiunilor pe linie, adică. natura transportului (mișcarea continuă a obiectului sau pulsatorie), dimensiunea lotului de transfer, locul operațiunilor (cu sau fără îndepărtarea produsului din transportor), etc., deoarece aceste condiții afectează structura și amploarea ritmul.
Deci, de exemplu, cu un singur transfer de produse la locurile de muncă, mișcarea continuă a transportorului și efectuând lucrări pe transportor propriu-zis ritmul funcționării liniei va corespunde cu cel calculat și va coincide ca durată cu norma de timp pentru operare, deoarece timpul de transport este suprapus cu timpul operației în sine, iar instalarea și îndepărtarea produsului nu sunt necesare.
Dar dacă, în aceleași condiții, operația se efectuează pe loc de muncă staționar , în ritmul liniei trebuie luat în considerare timpul transportului t tr(dacă nu se suprapune), timpul de retragere t sn si instalare t gura produse și timpul de procesare t arr:
![]() .
.
Sincronismul procesului tehnologic creează premisele pentru muncă cu un ritm reglat si pentru folosirea mijloacelor mecanizate de transport continuu.
La procese parțial sincronizate , adică procesele cu fluctuații semnificative în timpul efectiv petrecut în operațiuni, creează linii de producție continue cu ritm liber .
Menținerea ritmului pe astfel de linii se realizează în principal prin mecanizare și menținerea unei performanțe stabile a echipamentelor în operațiunile principale. Pentru munca continuă la locul de muncă se creează o mică rezervă (stoc) de semifabricate. Pe liniile de acest tip pot fi folosite orice vehicule.
Dacă durata fiecărei operații este egală cu tact (pentru transferul piesei de produse) sau ritm (pentru transferul lotului de produse), atunci este suficient să existe un loc de muncă pentru fiecare operațiune, iar produsele vor fi transferate de la locul de muncă anterior în următorul în același interval de timp.
Dacă durata operațiunii este multiplu de ciclu, atunci la locurile de muncă paralele ale fiecărei operațiuni se vor procesa mai multe produse simultan.
Fundamentele calculului liniilor de producție continue
Datele inițiale pentru calculul liniilor de producție continue sunt:
· program de producție pe linie pentru o anumită perioadă de timp (lună, deceniu, zi, schimb)Nout;
· program de lansare pentru aceeași perioadăNzap;
· fonduri de timp adecvate.
Program de lansare zilnic N zap determinat de programul zilnic de lansare:

Unde A - procentul pierderilor tehnologice, de exemplu, în legătură cu fabricarea pieselor de încercare la montarea echipamentelor sau consumul de piese în scop de control.
Fondul de timp valabil zilnic pentru operarea liniei F d tinand cont de pauzele de odihna reglementate T p este egal cu:
Unde F la- fond calendaristic de timp de lucru pe tură, min; S- numărul de schimburi pe zi.
Standardul inițial de proiectare în proiectarea unei linii de producție este ciclul acesteia r(cu transmisie batch - ritm), care ar trebui să asigure implementarea unui anumit program pentru o perioadă planificată:

Numărul de locuri de muncă C i pe i-a operație egală
Unde t i este termenul limită pentru această operațiune.
Numărul de lucrători-operatori R luând în considerare serviciul multi-mașină, este determinat de formulă

unde b este procentul din numărul suplimentar de lucrători în caz de absenteism (sărbătoare, îndeplinirea sarcinilor publice, boală etc.); m– numărul de operațiuni pe linie; i- rata de menţinere a locurilor de muncă în această operaţiune.
Viteza transportorului V k trebuie coordonat cu ciclul liniei:

Unde uite- treapta transportorului, m (adică distanța dintre axele produselor sau pachetelor adiacente distanțate uniform pe transportor).
Viteza transportorului ar trebui să asigure nu numai performanța specificată, ci și confortul și siguranța muncii.
Gama celor mai raționale viteze 0,1 – 2 m/min.
Pe linii de producție continue sunt create restante trei tipuri:
· tehnologic;
transport;
· rezerva (asigurare).
Restul tehnologic corespunde numărului de produse care sunt în proces de prelucrare la locul de muncă la un moment dat. In cazul transferului piesei, rezerva tehnologica Z tech corespunde numărului de locuri de muncă Cu, adică
Restul de transport Z tr constă în numărul de produse care sunt în curs de a fi transportate pe transportor la un moment dat. Când transferul bucată cu bucată de produse de la locul de muncă anterior direct la următorul stoc este egal cu:
![]() .
.
Restul de transport poate fi determinat și pe baza valorii pasului transportor:

Unde L sclav- lungimea secțiunii de lucru a transportorului, m.
De rezervă (asigurare ) rănit este creat la cele mai critice și instabile operațiuni din punct de vedere al timpului de execuție, precum și la punctele de control.
Valoarea restanțelor este stabilită pe baza unei analize a probabilității abaterilor de la un anumit ciclu de lucru la un anumit loc de muncă (o medie de 4-5% dintr-o sarcină în schimburi).
Lipsa pieselor este umplută în perioadele de pauze reglementate, după orele de lucru sau în zonele de producție off-line.
Principalele tipuri de linii de producție cu flux continuu sunt:
· cu transportoare de lucru;
· cu benzi transportoare de distribuție;
· flux-automat;
· cu un obiect staționar (flux staționar).
Linii de producție continue cu transportoare de lucru sunt utilizate în principal pentru asamblarea și finisarea produselor cu sarcini de program suficient de mari.
Operatiile se efectueaza direct pe transportor; muncitori - operatorii sunt amplasați de-a lungul părții sale portante, pe una sau ambele părți în ordinea operațiunilor procesului tehnologic.
Produsele pe transportor sunt instalate și fixate la distanțe egale despre unul de altul.
Secțiunea transportorului de lucru pe care se efectuează fiecare operație cu o viteză constantă a transportorului se numește zona de operare.
În unele cazuri, liniile de producție continuă cu transportoare de lucru sunt caracterizate de un ritm liber.
Pentru a menține ritmul de lucru la o viteză dată a transportorului, limitele zonelor de lucru pentru operațiuni sunt marcate pe partea sa fixă sau pe podea cu semne speciale, așa cum se arată în Figura 2.

Figura 2 - Schema amenajării liniei de producție cu un transportor de lucru
Muncitorii, urmând produsul, se deplasează de-a lungul zonei, începând operațiunea la începutul zonei, terminând-o la sfârșit și apoi revenind la poziția inițială.
Linii de flux continuu cu transportoare de distributie sunt utilizate în principal în domeniile de prelucrare, finisare și asamblare a produselor mici cu sarcini de program mari. Operațiunile se efectuează la locuri de muncă staționare. Produsele sunt scoase de pe transportor și la sfârșitul operațiunii sunt returnate acestuia.
Locurile de lucru sunt situate de-a lungul transportorului de pe una (Figura 3) sau două dintre laturile acestuia.

Figura 3 - Schema amenajării liniei de producție cu un transportor de distribuție
Produsele sunt așezate uniform pe partea de transport a transportorului pe umerașe, cărucioare, cărucioare sau pe secțiuni de bandă marcate cu semne. La lanțuri simple de locuri de muncă, atunci când operațiunea se realizează într-un singur pas, fiecare produs care s-a apropiat de locul de muncă trebuie procesat înainte de sosirea următorului.
Cu lanțuri tehnologice complexe, durata operațiunilor este diferită și este egală cu două, trei, patru etc. bate. În aceste condiții, pentru emiterea ritmică a produselor este necesar ca, în timpul lucrului continuu, fiecare loc de muncă ulterior să efectueze o operațiune cu o schimbare de un ciclu față de cel precedent.
În acest scop, se utilizează distribuția automată a produselor sau marcarea transportorului de distribuție. Semnele de marcare (steaguri colorate, litere, numere, desemnări de culori) sunt aplicate pe diviziunile corpului de transport al transportorului și sunt atribuite locurilor de muncă individuale în ordinea și cantitatea necesară.
Setul minim necesar de semne de marcare pe linie corespunde celui mai mic multiplu al numărului de lucrări pe toate operațiunile pe linie și se numește numărul perioadei conductei de distribuție P.
Un set de semne de marcare poate fi repetat pe lungimea totală a părții portante a transportorului. Fiecare semn de marcare trece pe lângă fiecare loc de muncă prin același interval de timp (perioada) T n, egal cu
Semnele de marcare ale transportorului sunt atribuite locurilor de muncă la fiecare operațiune în funcție de durata acesteia.
Perioadele cele mai convenabile sunt 6, 12, 24 și 30. Pentru perioade lungi, se recomandă introducerea unui marcaj pe două rânduri (diferențiat), folosind două seturi de mărci de marcare (de exemplu, color și digital).
3. Caracteristici ale organizării liniilor discontinue de producție
Reglementări pentru exploatarea liniilor cu flux discontinuu (directe).
Această formă de producție în linie este utilizată la prelucrarea pieselor cu forță de muncă intensivă folosind diferite tipuri de echipamente. Operațiunile tehnologice pe liniile cu flux direct nu sunt sincronizate. Datorită complexității diferite a operațiunilor pe aceste linii, apar restanțe interoperaționale, ceea ce este un indicator al discontinuității procesului.
Pentru a asigura funcționarea fără probleme pe o astfel de linie, este necesar să se stabilească cel mai potrivit program de lucru, care ar trebui să includă:
· dimensiunea ritmului mărit;
· ordinea muncii la fiecare loc de muncă;
· succesiunea și frecvența tranziției lucrătorilor cu fracțiune de normă pe mașinile deservite;
· mărimea și dinamica capitalului de lucru.
Atunci când alegeți un ritm mărit al unei linii cu flux direct, este necesar să se țină cont de frecvența de transfer a produselor acestei linii în secțiunile ulterioare; cerințele pentru organizarea rațională a muncii pentru lucrătorii cu fracțiune de normă (frecvența tranzițiilor), precum și cantitatea optimă de restanță.
Pentru calculul și organizarea liniei se întocmește un program de lucru al acesteia.
Un astfel de program simplificat este prezentat în Tabelul 1.
Tabelul 1 - Programa
|
Proces tehnologic |
Muncă- |
Programul echipamentelor și muncitorilor în perioada de ritm |
|||||||||||||||||||
|
N |
t w,, |
C pr |
N |
% in spate |
|||||||||||||||||
|
1,19 |
1 |
100 |
|
|
|||||||||||||||||
|
0,69 |
|
||||||||||||||||||||
|
1,31 |
|
|
|
|
|||||||||||||||||
|
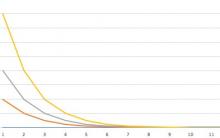
0,81 Unde F d. cm- fondul efectiv de timp pentru schimb, min; N cm- program de lansare înlocuibil, buc. Pentru această linie r pr= 1,6 min. În acest exemplu (tabelul 1), este luată egală cu 1/4 de schimb, i.e. R = 2 h = 120 min. Utilajele subîncărcate la operațiunile 1 și 4 ale acestei linii pot fi deservite de un muncitor cu fracțiune de normă B, la operațiunile 2 și 3 - muncitor C. Lucrările combinate pot fi executate numai în ordinea stabilită, ceea ce prevede programul de linii. În operațiunile conexe, datorită intensității lor diferite de muncă, restanțe interoperaționale sunt inevitabile. În conformitate cu modul de funcționare acceptat, acestea se vor schimba în timpul fiecărui ritm (în acest caz, în decurs de 2 ore) de la zero la maxim (Figura 4).
Figura 4 - Dinamica restanțelor dintre două operațiuni adiacente Calculul capitalului de lucru interoperațional Acest restanță între operațiunile adiacente este definită ca diferența dintre numărul de produse procesate în aceste operațiuni pentru o anumită perioadă de timp. Reactie maxima Zmax pentru o anumită perioadă T poate fi calculat folosind formula
Unde T- perioada de lucru la operațiuni aferente cu un număr constant de mașini de lucru, min; Cu este numărul de echipamente care operează pe adiacente iși i+1- operatii pe o perioada de timp T; t w, t w+1– norme de timp pentru aceste operațiuni, min. | |||||||||||||||||||||


În condițiile producției în linie, normele de timp și de producție nu trebuie stabilite pentru fiecare loc de muncă separat, ci pentru linie în ansamblu. Acest lucru se datorează faptului că, la stabilirea standardelor individuale de timp, producția lucrătorilor nu este legată de ciclul fluxului și, astfel, se introduce un dezechilibru în funcționarea liniei. În același timp, după cum arată muncitorii, fluctuează semnificativ - de la 45 la 96%. Prin urmare, munca la calculul normelor și plasarea lucrătorilor ar trebui să fie combinată cu un set de măsuri organizatorice și tehnice menite să crească gradul de sincronizare tehnologică și organizatorică a liniei, asigurând cea mai bună utilizare a timpului de lucru și a echipamentelor și la maximum. posibilă ieşire.
În astfel de scopuri, în primul rând, se calculează ciclul liniei de producție. Apoi se determină perioada de graţie operațiuni tehnologice pe fiecare mașină inclusă în linia de producție. În acest caz, sunt indicate valorile tuturor factorilor care afectează timpul. munca operațională, se calculează timpul pentru întreținere tehnică și organizatorică, odihnă și nevoi personale și timpul de angajare a lucrătorului. Toate acestea sunt necesare pentru munca in continuare sincronizarea liniei.
Fiecare muncitor si plasarea lui pe linia de productie cu masurile necesare pentru sincronizarea liniei.
Măsurile de sincronizare tehnologică vizează coordonarea timpului de prelucrare a unei piese pe fiecare mașină cu un anumit ciclu de funcționare în linie. Acestea sunt furnizate în principal prin realizarea de măsuri tehnice pentru a crește randamentul echipamentelor de limitare prin utilizarea unor scule de tăiere mai productive, creșterea numărului de scule de lucru simultan, utilizarea dispozitivelor de fixare cu mai multe locuri și dispozitive de prindere de mare viteză, îmbunătățirea calității pieselor de prelucrat, automatizarea procesului de control, optimizarea condițiilor de tăiere etc. d.
O creștere a gradului de sincronizare organizatorică este asigurată prin stabilirea, pe bază de calcul conform standardelor, a unei astfel de aranjamente a lucrătorilor pe baza organizării locurilor de muncă cu mai multe mașini, în care acestea se realizează uniforme și complete. . Pentru a realiza sincronizarea organizațională și plasarea lucrătorilor pe linia de producție, se întocmește o fișă rezumat (Tabelul 12.5).
Tabelul 12.5. Fișa rezumat pentru calcularea normelor de timp și a normelor de serviciu la locurile de muncă ale liniei de producție (detaliu 70-1601021)

În prima etapă, se calculează timp de operare(secțiunea 1 a hărții) pentru fiecare dintre operațiunile efectuate pe linie. În același timp, sarcina este de a asigura sincronizarea tehnologică a operațiunilor. Modurile de funcționare ale echipamentului sunt selectate în așa fel încât valoarea calculată a timpului de funcționare să fie cât mai apropiată de timpul de tact al liniei de producție.
Calculul suplimentar este efectuat în următoarea secvență.
Timpul de funcționare redus pentru fabricarea piesei pentru operațiune se determină (coloana 11) conform formulei

Dacă operațiunea este efectuată pe mai multe mașini cu același timp de funcționare, formula devine:
![]()
Numărul de piese prelucrate pe mașinile la care se efectuează această operațiune, pentru timpul maxim de funcționare, se află prin formula

Dacă operația este efectuată pe o singură mașină (n = 1 și T op max = T op i), atunci numărul de piese prelucrate pentru timpul maxim de funcționare este egal cu unu.
În cazurile în care părți din două sau mai multe nume cu programe diferite sunt procesate la locul de muncă, se calculează timpul de funcționare redus condiționat pentru procesarea părții principale:

Se determină angajarea unui muncitor pe fiecare dintre utilajele incluse în locul de muncă (coloana 12):
T zi \u003d T v.n + T v.p + T a.n + T banda,
Timpul de monitorizare activă a funcționării utilajului inclus la locul de muncă, în funcție de suma timpului mașină-automat al tuturor operațiunilor la locul de muncă, se determină din Tabel. 12.6.
| Suma timpului mașină-automat al tuturor operațiunilor incluse la locul de muncă | Timp de monitorizare activă a lucrului mașinilor, min. | ||
|---|---|---|---|
| 0,10 | 0,005 | 4 | 0,084 |
| 0,20 | 0,009 | 5 | 0,100 |
| 0,30 | 0,012 | 6 | 0,114 |
| 0,50 | 0,018 | - | 0,126 |
| 0,75 | 0,022 | 8 | 0,134 |
| 1,00 | 0,025 | 9 | 0,144 |
| 2,00 | 0,046 | 10 sau mai mult | 0,150 |
| 3,00 | 0,066 |
Este setat timpul pentru apropierea automată a instrumentului (coloana 14 din Tabelul 12.5). Se ia de pe fișele tehnico-normalizare pentru funcționare. Timpul mașină-automat este luat în considerare atunci când durata acestuia nu depășește timpul petrecut de muncitor la trecerea la următoarea mașină.
Principala valoare de proiectare a liniei de producție este ciclul de flux. Ciclul liniei de producție este înțeles ca intervalul de timp dintre două produse produse unul după altul din ultima operațiune sau dintre orice operațiuni adiacente. Ciclul de flux este o funcție a unui anumit program de ieșire și afectează în mod semnificativ alegerea procesului tehnologic, a echipamentelor, a sculelor și a vehiculelor. LA vedere generala valoarea ciclului liniei de producție (T) este determinată de formula:
T \u003d Fpl / P, (16.1)
unde Fpl este un fond planificat, util de timp de funcționare a echipamentului pentru o anumită perioadă de timp, de exemplu, o lună sau un an, în ore sau minute; P - program de producție pentru aceeași perioadă de timp în termeni naturali, în bucăți etc.
La determinarea fondului util planificat al timpului de funcționare a echipamentului, este necesar să se țină cont de timpul necesar pentru repararea echipamentului, schimbarea sculelor, pentru montarea mașinilor unelte, precum și timpul de odihnă, nevoile naturale ale lucrătorilor, în timpul așezării baza pentru un regim de muncă și odihnă bazat științific în timpul zilei de lucru.
Un regim de muncă și odihnă bazat științific îmbunătățește funcțiile fiziologice ale lucrătorilor, crește semnificativ productivitatea muncii, calitatea muncii, reducând în același timp oboseala și îmbunătățind bunăstarea generală a lucrătorilor.
Conținutul economic al tactului liniei de producție este că, dacă această valoare calculată a tactului este menținută efectiv pe flux, atunci echipa de muncitori va îndeplini cu siguranță ținta planificată stabilită, deoarece echipamentele și muncitorii lucrează cu productivitatea planificată. Odată cu reducerea duratei ciclului de curgere, procesul de producție este intensificat fie prin utilizarea necontabilizată în organizarea liniei de producție a rezervelor pentru accelerarea funcționării echipamentelor, fie prin intensificarea muncii muncitorilor. . Odată cu creșterea duratei ciclului liniei de producție, ritmul de producție încetinește, deoarece există pierderi de timp de lucru, iar echipamentul este subîncărcat, ca urmare, comandă de producție, ceea ce va duce la o deteriorare a performanței tehnico-economice a șantierului, atelierului, întreprinderii.
La transferul pieselor bucată cu bucată de la operațiune la operațiune, perioada dintre transferul a două părți succesive este egală cu ciclul setat. La transferul pieselor de la operațiune la operațiune prin transfer mini-loturi (Pp), de exemplu, când dimensiunile piesei sunt foarte mici sau când valoarea tactului este măsurată în secunde, ritmul liniei de producție (P) se calculează folosind formula:
P \u003d T * Pp. (16,2)
unde Pp este valoarea mini-lotului de piese de transfer. Respectarea tactului sau ritmului liniei de producție se asigură prin sincronizarea duratei fiecărei operațiuni, adică prin alinierea în timp a tuturor operațiunilor tehnologice în raport cu tactul sau ritmul fluxului.
Ciclul este baza pentru calculul altor indicatori ai liniei de producție. Calculul numărului de locuri de muncă pe linia de producție (Kr) pentru fiecare operațiune se face după formula:
Kp \u003d Tsht / T, (16.3)
unde Tsht este intensitatea forței de muncă a funcționării liniei de producție în aceleași unități ca și ciclul de flux.
Cu sincronizarea completă a fluxului, numărul calculat de locuri de muncă este întotdeauna un întreg, echipamentul este încărcat complet, adică durata operațiunii este egală cu un ciclu. În timpul sincronizării parțiale pe operațiunile nesincronizate, numărul calculat de locuri nu este egal cu un număr întreg, astfel încât rezultatul calculului numărului de locuri este rotunjit în sus. Acesta va fi numărul de locuri de muncă acceptate (Kp). Factorul de sarcină la locul de muncă (K3) pentru fiecare operațiune este determinat de formula:
K3 = Kr/Kp. (16,4)
Viteza transportorului liniei de producție (Sk) trebuie să corespundă ciclului fluxului. Această corespondență se realizează dacă un traseu egal cu distanța dintre două părți adiacente este parcurs de transportor într-un timp egal cu ciclul de curgere:
Sk = Shk / T , (16.5)
unde Shk este distanța dintre două părți prelucrate una după alta pe transportor (treapta transportor).
Pe intreprinderi de constructii de masini viteza transportorului variază între 0,1–4 m/min. Cu mai mult viteze mari munca la linia de asamblare poate fi periculoasă pentru muncitori. Vitezele raționale ale transportorului de lucru sunt considerate a fi de 0,5-2,5 m/min la asamblarea obiectelor relativ mici.
Una dintre cele mai importante condiții pentru continuitatea procesului de producție este menținerea unei anumite cantități de rezerve de producție în toate etapele producției în linie. Rezervele de producție sunt înțelese ca lucrări în curs de desfășurare din punct de vedere fizic: semifabricate, semifabricate, piese finite, unități de asamblare situate în diferite etape ale procesului de producție (la diferite niveluri pregătire) și concepute pentru a asigura funcționarea neîntreruptă.
Rezervele de producție sunt una dintre principalele părți ale capitalului de lucru al întreprinderii. În acest sens, asigurarea continuității producției în linie cu un capital de lucru minim posibil este o condiție extrem de importantă pentru creșterea eficienței producției. Mărimea rezervelor de producție și, în consecință, cantitatea de capital de lucru necesar depinde de construcția organizatorică a liniei de producție, de aranjarea locurilor de muncă și de caracteristicile echipamentului utilizat. Determinarea valorii restanțelor de producție ar trebui să se facă pe baza unui calcul special, iar apoi trebuie să se țină contabilitatea și controlul stării restanțelor.
Restul tehnologic (Ztech) este înțeles ca piesele sau unitățile de asamblare care sunt în proces de prelucrare directă sau asamblare la locurile de muncă, precum și piesele care sunt supuse controlului tehnologic la locurile de muncă speciale ale Departamentului de control al calității (Kkon):
Ztech \u003d SKp * Kch + Kkon, (16.6)
unde Kch este numărul de piese procesate simultan la un loc de muncă.
Semnificația economică a restanțelor tehnologice este că dacă la început tura de muncă sau la orice oră a liniei de producție la fiecare loc de muncă există un număr estimat de unități de obiecte care au fost prelucrate conform operațiunilor anterioare, atunci există condiții de lucru fără timp de nefuncționare pentru muncitori și echipamente, se va efectua o sarcină de schimb planificată, si prin urmare se va asigura randamentul estimat al liniei de productie.linii. Dacă la începutul schimbului la orice loc de muncă nu există nicio parte, atunci va exista, la rândul său, timp de nefuncționare pentru lucrători și echipamente la toate operațiunile ulterioare după locul de muncă „gol”, egal cu ciclul liniei de producție înmulțit cu numărul de părți lipsă. Ca urmare, eficiența liniei de producție va scădea.
Restul de transport este înțeles ca numărul total de piese care sunt în mod constant în curs de deplasare între locurile de muncă ale liniei de producție. Valoarea stocului de transport (Ztr) al liniei de producție este determinată de formula:
unde P este numărul de piese transferate simultan de la exploatare la exploatare.
Valoarea economică a rezervei de transport coincide cu valoarea rezervei tehnologice. Dacă există un număr estimat de piese (unități de asamblare) care au fost prelucrate conform operațiunilor anterioare pe partea de lucru a transportorului în timpul schimbului, se asigură munca persoanelor și echipamentelor fără timp de nefuncționare, deoarece la intervale strict definite egale cu ciclul liniei de producție, fiecare loc de muncă va fi livrat în timp util mutați detaliile. Dacă nu există nicio piesă pe un dispozitiv de transport al transportorului, atunci un dispozitiv de transport „gol” se va apropia de un anumit loc de muncă al liniei de producție, iar acest loc de muncă și toate cele ulterioare vor fi inactiv la rândul lor pentru un timp egal cu ciclul de flux. .
Turnaround-ul interoperațional este înțeles ca numărul de piese care este necesar pentru a asigura buna funcționare a locurilor de muncă adiacente cu productivitate diferită. Prin urmare, acumularea este creată atunci când operațiunile adiacente ale liniei de producție nu sunt sincronizate, iar durata uneia dintre aceste operațiuni este în mod necesar mai mare decât ciclul liniei de producție. În astfel de cazuri, până la începutul schimbului (sau al zilei de lucru) după locul de muncă al liniei de producție, unde durata operațiunii este mai mare decât un ciclu, ar trebui să existe un stoc de piese care au fost prelucrate pentru toate operațiunile anterioare. , inclusiv cele mai intensive în muncă. Restul este determinat între două operațiuni adiacente. Rezerva de rulaj în timpul schimbului se modifică continuu de la cea mai mare valoare la începutul schimbului la valoarea minimă egală cu zero, apoi trebuie să atingă din nou valoarea maximă. Astfel, rezerva de cifra de afaceri trebuie completata in mod constant inainte de fiecare schimb sau zi lucratoare. Este posibilă crearea unei rezerve de cifra de afaceri interoperațională cu câteva zile lucrătoare în avans, însă aceasta va duce la o creștere a cantității de capital de lucru asociat cu lucrările în curs, la o încetinire a cifrei de afaceri a acestora.
Rezerva de cifra de afaceri interoperațională (Zo6) poate fi definită după cum urmează:
 , (16.8)
, (16.8)
unde Rper este o perioadă reglementată pentru care se determină fondul de rulment, de exemplu, o tură (8 ore); Tkor - durata unei operații scurte între două adiacente, min; Kp - durata ciclului, min; Tdl - durata unei operații lungi între două adiacente, min.
Restul de rezervă (asigurare) reprezintă numărul de piese stocate în stoc, necesar pentru a asigura continuitatea liniei de producție în cazul opririi unui proces de producție din cauza defecțiunii echipamentelor sau în cazul livrării intempestive de semifabricate. Aceste rezerve sunt importante în condițiile producției în linie, deoarece absența lor poate duce la întreruperea activității continue și ritmice a multor locuri de muncă din flux. Cu toate acestea, nu rezultă din aceasta că este recomandabil să se creeze rezerve de asigurare pentru fiecare operațiune a liniei de producție, deoarece aceasta va crește semnificativ volumul de capital de lucru asociat cu lucrările în curs și, în consecință, va reduce drastic eficiența metoda in-line de organizare a productiei. În mod obișnuit, astfel de restanțe sunt create pentru a asigura funcționarea neîntreruptă a anumitor secțiuni critice ale liniilor de producție în care nu a fost atinsă o stabilitate ridicată a producției sau după operațiuni efectuate pe echipamente care deseori se defectează. Necesitatea unei rezerve de asigurare este determinată pe baza experienței liniei de producție.
Rezerva (de asigurare) se determină după formula:
Zstr \u003d Tper / T (16,9)
unde Tper este timpul unei posibile întreruperi a lucrului la o operație dată (stabilită empiric).
Într-o anumită măsură, asigurările și cifra de afaceri sunt interschimbabile. Deci, dacă există o rezervă de lucru în fața oricăror două locuri de muncă ale liniei de producție, care asigură munca tuturor celorlalte locuri de muncă ale liniei de producție în timpul schimbului, atunci nu este nevoie să aveți o rezervă de asigurare.
După calcularea indicatorilor principali ai liniei de producție, ei întocmesc un plan-plan al liniei, care se numește plan-standard.









Petrecere de flori: un buchet de emoții pozitive
Cuvinte ale profesorilor într-o scenă de felicitare pentru părinți
Cine este cine după relație Soacra ei își spune mama soacra
Mama ta este soacra mea Soacra Riddle o cheamă pe soacra mea
Cum să faci o scenă pentru o nuntă „Trei fete sub fereastră Scena comică trei fete